
ਦੇ ਉਤਪਾਦਬਾਓਪੇਂਗ ਫਿਟਨੈਸਇੱਕ ਵਿਸ਼ਾਲ ਸ਼੍ਰੇਣੀ ਨੂੰ ਕਵਰ ਕਰਦੇ ਹਨ ਅਤੇ ਸ਼ਾਨਦਾਰ ਪੇਸ਼ੇਵਰਤਾ ਅਤੇ ਤਕਨੀਕੀ ਤਾਕਤ ਰੱਖਦੇ ਹਨ। ਦੇ ਮੁੱਖ ਉਤਪਾਦਬਾਓਪੇਂਗ ਫਿਟਨੈਸਇਹਨਾਂ ਵਿੱਚ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ PU ਡੰਬਲ, ਘੰਟੀ ਪਲੇਟਾਂ ਅਤੇ ਬਾਰਬੈਲ ਆਦਿ ਸ਼ਾਮਲ ਹਨ। ਇਹਨਾਂ ਵਿੱਚੋਂ, ਡੰਬਲਾਂ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਸਭ ਤੋਂ ਗੁੰਝਲਦਾਰ ਹੈ ਅਤੇ ਕਾਰੀਗਰੀ ਸਭ ਤੋਂ ਸਟੀਕ ਹੈ। ਇਸਨੂੰ ਛੇ ਸਖ਼ਤ ਪੜਾਵਾਂ ਅਤੇ ਅਣਗਿਣਤ ਛੋਟੇ ਵੇਰਵਿਆਂ ਵਿੱਚ ਬਹੁਤ ਧਿਆਨ ਨਾਲ ਬਣਾਇਆ ਗਿਆ ਹੈ।

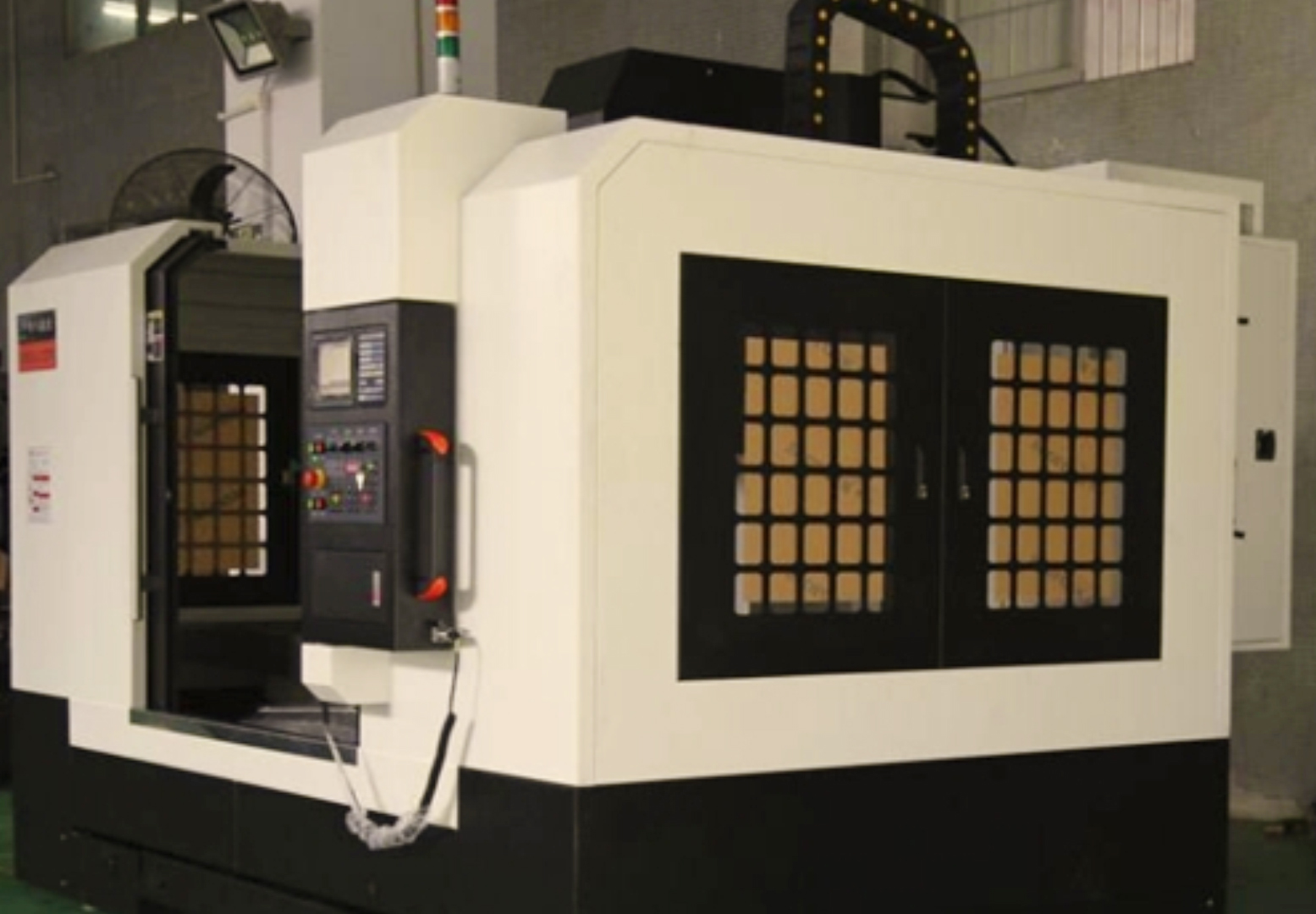
ਕਦਮ 1: ਧਾਤੂ ਦਾ ਕੰਮ ਨਿਰਮਾਣ: ਕੱਚੇ ਮਾਲ ਦੀ ਕਟਾਈ
ਬਾਲ ਹੈੱਡ ਦਾ ਨਿਰਮਾਣ ਡੰਬਲ ਦੇ ਉਤਪਾਦਨ ਵਿੱਚ ਪਹਿਲਾ ਕਦਮ ਹੈ। ਬਾਓਪੇਂਗਤੰਦਰੁਸਤੀ45# ਸਟੀਲ ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ ਅਤੇ, ਆਰਡਰ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਆਧਾਰ 'ਤੇ, ਸਟੀਕ ਕੱਟਣ ਅਤੇ ਸਮੱਗਰੀ ਨੂੰ ਹਟਾਉਣ ਲਈ ਇੱਕ ਮੈਟਲ ਬੈਂਡ ਆਰਾ ਮਸ਼ੀਨ (B-33, ਠੰਢਾ ਪਾਣੀ ਅਤੇ ਲੁਬਰੀਕੇਟਿੰਗ ਤੇਲ ਦੇ ਨਾਲ) ਜਾਂ ਇੱਕ ਮੈਟਲ ਸਰਕੂਲਰ ਆਰਾ ਮਸ਼ੀਨ (ਤੇਲ-ਠੰਢਾ) ਦੀ ਵਰਤੋਂ ਕਰਦਾ ਹੈ। ਅੱਗੇ, ਲੋਹੇ ਦੇ ਕੋਰ ਨੂੰ ਇੱਕ ਸਮਰਪਿਤ ਮਸ਼ੀਨ 'ਤੇ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ ਅਤੇ ਫਿਰ ਡ੍ਰਿਲ ਕੀਤਾ ਜਾਂਦਾ ਹੈ। ਮਿਆਰੀ ਛੇਕ ਦਾ ਵਿਆਸ 29.5 ਮਿਲੀਮੀਟਰ ਹੈ, ਅਤੇ ਮਿਲਿੰਗ ਤੋਂ ਬਾਅਦ, ਇਸਨੂੰ ਬਿਲਕੁਲ 30 ਮਿਲੀਮੀਟਰ ਤੱਕ ਘਟਾ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ। ਕਰਮਚਾਰੀ ਡ੍ਰਿਲਿੰਗ ਸ਼ੁੱਧਤਾ ਨੂੰ ਸਖਤੀ ਨਾਲ ਨਿਯੰਤਰਿਤ ਕਰਦੇ ਹਨ, ਪ੍ਰਤੀ ਟੁਕੜੇ ਵਿੱਚ ਔਸਤਨ 1-2 ਮਿੰਟ ਲੈਂਦੇ ਹਨ, ਅਤੇ ਇਹ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਇੱਕ-ਇੱਕ ਕਰਕੇ ਜਾਂਚ ਕਰਦੇ ਹਨ ਕਿ ਛੇਕ ਦਾ ਵਿਆਸ ਆਫਸੈੱਟ ਨਹੀਂ ਹੈ। ਪੂਰਾ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਲੋਹੇ ਦੇ ਕੋਰ ਦੀ ਅੰਦਰੂਨੀ (R2-3 ਕੋਣ) ਅਤੇ ਬਾਹਰੀ (R4-5 ਕੋਣ) ਚੈਂਫਰਿੰਗ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਇਹ ਕਦਮ ਤਿਆਰ ਉਤਪਾਦ ਦੇ ਐਂਟੀ-ਡ੍ਰੌਪ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਵਿੱਚ ਮਹੱਤਵਪੂਰਨ ਸੁਧਾਰ ਕਰਦਾ ਹੈ। ਉਸੇ ਸਮੇਂ, ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ, ਇਹ ਜਾਂਚ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਕਿ ਕੀ ਕੱਟੇ ਗਏ ਬਾਲ ਹੈੱਡ ਸੀਮਾ ਦੇ ਅੰਦਰ ਹਨ ਅਤੇ ਕੀ ਉਹ ਭਾਰ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ।


ਕਦਮ 2: ਸਤਹ ਇਲਾਜ: ਸੈਂਡਬਲਾਸਟਿੰਗ ਪ੍ਰਕਿਰਿਆ
ਡ੍ਰਿਲਿੰਗ ਤੋਂ ਬਾਅਦ ਬਾਲ ਹੈੱਡਾਂ ਨੂੰ ਸੈਂਡਬਲਾਸਟਿੰਗ ਟ੍ਰੀਟਮੈਂਟ ਕਰਵਾਉਣ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ। ਇੱਕ ਸੀਲਬੰਦ ਮਸ਼ੀਨ ਵਿੱਚ, ਲੋਹੇ ਦੇ ਰੇਤ ਦੇ ਕਣਾਂ ਦਾ ਹਾਈ-ਸਪੀਡ ਜੈੱਟ ਧਾਤ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਜੰਗਾਲ ਅਤੇ ਤੇਲ ਦੇ ਧੱਬਿਆਂ ਨੂੰ ਜਲਦੀ ਹਟਾ ਦੇਵੇਗਾ, ਜਿਸ ਨਾਲ ਬਾਲ ਹੈੱਡਾਂ ਲਈ ਇੱਕ ਖੁਰਦਰੀ ਸਤ੍ਹਾ ਬਣ ਜਾਵੇਗੀ। ਇਸਦਾ ਉਦੇਸ਼ ਆਇਰਨ ਕੋਰ ਅਤੇ ਇਨਕੈਪਸੂਲੇਟਡ ਸਮੱਗਰੀ ਦੇ ਵਿਚਕਾਰ ਚਿਪਕਣ ਅਤੇ ਸੰਪਰਕ ਖੇਤਰ ਨੂੰ ਮਹੱਤਵਪੂਰਨ ਤੌਰ 'ਤੇ ਵਧਾਉਣਾ ਹੈ, ਵਰਤੋਂ ਦੌਰਾਨ ਚਿਪਕਣ ਵਾਲੀ ਪਰਤ ਦੇ ਫਟਣ ਜਾਂ ਵੱਖ ਹੋਣ ਤੋਂ ਬੁਨਿਆਦੀ ਤੌਰ 'ਤੇ ਰੋਕਿਆ ਜਾਂਦਾ ਹੈ।

ਕਦਮ 3: ਅਸੈਂਬਲੀ: ਨੇੜੇ ਫਿੱਟ
ਜੰਗਾਲ ਦੀ ਰੋਕਥਾਮ ਲਈ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਕੀਤੇ ਗਏ ਹੈਂਡਲ ਨੂੰ ਬਾਲ ਹੈੱਡ ਕੋਰ ਨਾਲ ਨੇੜਿਓਂ ਫਿੱਟ ਕੀਤਾ ਗਿਆ ਹੈ। ਹਿੱਸਿਆਂ ਵਿਚਕਾਰ ਕਨੈਕਸ਼ਨ ਸਹੀ ਢੰਗ ਨਾਲ ਗਣਨਾ ਕੀਤੀ ਗਈ ਦਖਲਅੰਦਾਜ਼ੀ ਸਹਿਣਸ਼ੀਲਤਾ ਦੁਆਰਾ ਪ੍ਰਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਨਤੀਜੇ ਵਜੋਂ ਇੱਕ ਤੰਗ ਫਿੱਟ ਹੁੰਦਾ ਹੈ ਜੋ ਸਹਿਜ ਹੁੰਦਾ ਹੈ ਅਤੇ ਵੈਲਡਿੰਗ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ, ਇਸਨੂੰ ਚੱਟਾਨ ਵਾਂਗ ਸਥਿਰ ਬਣਾਉਂਦਾ ਹੈ।


ਕਦਮ 4: ਵੁਲਕਨਾਈਜ਼ੇਸ਼ਨ ਪ੍ਰਕਿਰਿਆ: ਮਟੀਰੀਅਲ ਕੋਟਿੰਗ
ਅਸੈਂਬਲੀ ਤੋਂ ਬਾਅਦ ਅਰਧ-ਤਿਆਰ ਉਤਪਾਦ ਵੁਲਕੇਨਾਈਜ਼ੇਸ਼ਨ ਉਤਪਾਦਨ ਲਾਈਨ ਵਿੱਚ ਦਾਖਲ ਹੋਣਗੇ। ਭਾਵੇਂ ਇਹ ਉੱਚ ਲਚਕਤਾ ਅਤੇ ਪਹਿਨਣ-ਰੋਧਕ CPU ਹੋਵੇ, ਨਾਜ਼ੁਕ ਟੱਚ TPU ਹੋਵੇ, ਜਾਂ ਰਵਾਇਤੀ ਭਰੋਸੇਯੋਗ ਰਬੜ ਕੋਟਿੰਗ ਹੋਵੇ, ਕੱਚੇ ਮਾਲ ਨੂੰ ਖਾਸ ਤਾਪਮਾਨ ਅਤੇ ਦਬਾਅ ਵਾਲੇ ਮੋਲਡ ਵਿੱਚ ਲੋਹੇ ਦੇ ਕੋਰ ਨਾਲ ਸਹੀ ਢੰਗ ਨਾਲ ਜੋੜਿਆ ਜਾਵੇਗਾ। ਅੰਤ ਵਿੱਚ, ਝਟਕਾ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਕੁਸ਼ਨਿੰਗ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਵਾਲਾ ਇੱਕ ਡੰਬਲ-ਆਕਾਰ ਦਾ ਮੁੱਖ ਸਰੀਰ ਬਣਾਇਆ ਜਾਵੇਗਾ।


ਕਦਮ 5: ਵਿਅਕਤੀਗਤ ਅਨੁਕੂਲਤਾ: ਲੋਗੋ ਪ੍ਰੋਸੈਸਿੰਗ
ਅਸੀਂ, ਗਾਹਕ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ, ਡੰਬਲ ਦੀ ਨਿਰਧਾਰਤ ਸਥਿਤੀ 'ਤੇ ਬ੍ਰਾਂਡ ਲੋਗੋ, ਭਾਰ ਸੰਕੇਤ, ਆਦਿ ਨੂੰ ਜੋੜਨ ਲਈ ਲੇਜ਼ਰ ਉੱਕਰੀ, ਯੂਵੀ ਪ੍ਰਿੰਟਿੰਗ ਅਤੇ ਮੋਲਡ ਵਰਗੀਆਂ ਤਕਨੀਕਾਂ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹਾਂ।


ਕਦਮ 6: ਸ਼ਿਪਮੈਂਟ ਤੋਂ ਪਹਿਲਾਂ ਅੰਤਿਮ ਗੁਣਵੱਤਾ ਨਿਰੀਖਣ
ਬਾਓਪੇਂਗ ਦੁਆਰਾ ਤਿਆਰ ਕੀਤੇ ਹਰੇਕ ਡੰਬਲ ਲਈਤੰਦਰੁਸਤੀ, ਇਸਨੂੰ ਭੇਜਣ ਤੋਂ ਪਹਿਲਾਂ ਸਖ਼ਤ ਜਾਂਚਾਂ ਵਿੱਚੋਂ ਗੁਜ਼ਰਨਾ ਚਾਹੀਦਾ ਹੈ। ਦਿੱਖ, ਆਕਾਰ ਅਤੇ ਭਾਰ ਲਈ ਮੁੱਢਲੀਆਂ ਜਾਂਚਾਂ ਤੋਂ ਇਲਾਵਾ, ਇਸ ਵਿੱਚ ਜ਼ਰੂਰੀ ਨਮਕ ਸਪਰੇਅ ਅਤੇ ਡ੍ਰੌਪ ਰੋਧਕ ਟੈਸਟ ਵੀ ਸ਼ਾਮਲ ਹਨ। ਸਿਰਫ਼ ਉਹੀ ਉਤਪਾਦ ਪੈਕ ਅਤੇ ਭੇਜੇ ਜਾ ਸਕਦੇ ਹਨ ਜੋ ਸਾਰੇ ਗੁਣਵੱਤਾ ਨਿਯੰਤਰਣ ਮਾਪਦੰਡਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੇ ਹਨ।
ਸੰਖੇਪ ਵਿੱਚ, ਬਾਓਪੇਂਗ ਦਾ ਉਤਪਾਦਨਤੰਦਰੁਸਤੀ'sਡੰਬਲ ਇੱਕ ਮਜ਼ਬੂਤੀ ਨਾਲ ਜੁੜੀ ਅਤੇ ਬਾਰੀਕੀ ਨਾਲ ਨਿਰਮਾਣ ਪ੍ਰਕਿਰਿਆ ਹੈ। ਕੱਚੇ ਮਾਲ ਦੀ ਚੋਣ, ਸਟੀਕ ਪ੍ਰੋਸੈਸਿੰਗ ਤੋਂ ਲੈ ਕੇ ਅੰਤਿਮ ਟੈਸਟਿੰਗ ਤੱਕ, ਹਰੇਕ ਪੜਾਅ ਵਿੱਚ ਸਪੱਸ਼ਟ ਮਾਪਦੰਡ ਅਤੇ ਗੁਣਵੱਤਾ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਹੁੰਦੀਆਂ ਹਨ, ਜੋ ਉਤਪਾਦਾਂ ਦੀ ਭਰੋਸੇਯੋਗਤਾ, ਟਿਕਾਊਤਾ ਅਤੇ ਪੇਸ਼ੇਵਰ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੀਆਂ ਹਨ, ਅਤੇ ਹਰੇਕ ਗਾਹਕ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਨੂੰ ਪੂਰਾ ਕਰਦੀਆਂ ਹਨ।


ਪੋਸਟ ਸਮਾਂ: ਜਨਵਰੀ-04-2026



